- Formula for OEE calculation – problems, fixes
Dasarathi G V
Director in Leanworx
Dasarathi has extensive experience in CNC programming, tooling, and managing shop floors. His expertise extends to the architecture, testing, and support of CAD/CAM, DNC, and Industry 4.0 systems.
Try Leanworx for free
Formula for OEE calculation – diagnosing problems and fixing them
The Formula for OEE calculation is simple, but the ingredients that go into it decide whether you get a correct OEE value. Here is an explanation of the commonly encountered problems in OEE calculation, and the fixes for them.
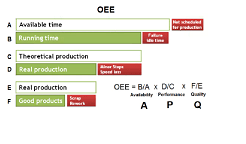
Availability = (Running time / Available time)
Performance = (Real production / Theoretical production)
Quality = (Good products / Real production)
Formula for OEE = A x P x Q
Availability is a measure of how much time the machine was made available for production, after downtime losses like machine breakdown, setup change, no raw material, etc.
Performance is a measure of the quantity that has been produced compared to what could have been produced.
Quality is a measure of rejections.
Formula for OEE - parameters and their meaning
| Parameter | Includes | Excludes | |
|---|---|---|---|
|
A |
Available time |
Time when the machine is planned to run, based on advance planning. |
Time when the machine is NOT planned to run: Non-working shifts Holidays Lunch breaks Tea breaks Downtime for preventive maintenance Downtime for autonomous maintenance Machine cleaning time. |
|
B |
|
Time when the machine is actually running and producing. This includes. 1. Cycle time – time between start and end of a part’s production. Standard time for part unloading and loading. |
Time when the machine is not running, for any reason whatsoever: Setup Rework Inspection Tool change Waiting for raw material, Time for part loading and unloading that is more than the standard time allotted. |
|
C |
Theoretical production |
No. of parts that should have been produced in the Running time, based on the standard cycle time and standard part inload-load time. |
|
|
D |
Real production |
Number of parts actually produced in the Running time. Includes rejected parts. |
Reworked parts. |
|
E |
Good products. |
Parts of OK quality. If a part is reworked and OKed, it counts as 1 part. |
|
Calculating OEE – problems and fixes
Causes of wrong OEE, and fixes
| Cause | Solution | |
|---|---|---|
|
1 |
In the formula for OEE calculation, you have considered a holiday as a working day and added it in the available time. |
Remove the holiday time from the Available time in the formula for OEE. |
|
2 |
You have considered a non-working shift as a working shift. |
Remove the non-working shifts time from the Available time. |
|
3 |
Break times (lunch, tea) considered are wrong. The break times in the calculation are less than the actual. |
Correct the break times. |
|
4 |
You have not deducted some planned downtimes in the shift, like machine cleaning or morning meeting. |
Remove the planned downtimes from the Available time. |
Start using Leanworx for free
We provide a 5-day free demo, with assistance in installation and usage.
Availability is abnormally high
| Cause | Solution | |
|---|---|---|
|
1 |
In the formula for OEE calculation you have considered a working day with poor availability as a holiday and deducted the time from the available time. |
Add the time to the Available time in the formula for OEE. |
|
2 |
You have considered a working shift with poor availability as a non-working shift. |
Add the time to the Available time. |
|
3 |
Break times (lunch, tea) considered are wrong. The break times in the calculation are more than the actual. |
Correct the break times considered in the Available time. |
|
4 |
You have deducted break times from the available time, but the machine is working right through breaks. |
Remove the break times so that the available time increases. |
|
5 |
You have deducted some planned downtimes in the shift that do not actually exist. |
Reverse the deduction in the Available time. |
Performance is abnormally low
| Cause | Solution | |
|---|---|---|
|
1 |
In the formula for OEE calculation, you have considered a value of standard cycle time that is less than the actual on the machine. |
Use the correct value of standard cycle time corresponding to the part and operation number on the machine, in the calculation for OEE. |
|
2 |
You have considered a value of standard part unload-load time that is less than the actual on the machine. |
Use the correct value of standard cycle time, corresponding to the part and operation number on the machine. |
|
3 |
The number of parts produced that you have considered in the OEE calculation is less than what has been actually produced. |
Correct the number of parts produced. |
Performance is abnormally high
| Cause | Solution | |
|---|---|---|
|
1 |
In the formula for OEE, for Performance you have considered a value of standard cycle time that is less than the actual on the machine. |
Use the correct value of standard cycle time corresponding to the part and operation number on the machine, in the calculation for OEE. |
|
2 |
You have considered a value of standard part unload-load time that is less than the actual on the machine. |
Use the correct value of standard cycle time, corresponding to the part and operation number on the machine. |
|
3 |
The number of parts produced that you have considered in the OEE calculation is less than what has been actually produced. |
Correct the number of parts produced. |
Quality is abnormally low
| Cause | Solution | |
|---|---|---|
|
1 |
The value of good parts produced in the formula for Quality is less than the actual, which means the rejections considered are more than the actual. |
Correct the value of good parts produced. |
|
2 |
The value of parts produced in the formula for Quality is more than the actual. |
Correct the value of parts produced. |
Quality is abnormally high
| Cause | Solution | |
|---|---|---|
|
1 |
The value of good parts produced in the formula for Quality is less than the actual, which means the rejections considered are more than the actual. |
Correct the value of good parts produced. |
|
2 |
The value of parts produced in the formula for Quality is more than the actual. |
Correct the value of parts produced. |
Calculating OEE - checklist for correct calculation
Before doing the OEE calculation for any time period, ensure that all these have been considered properly:
In Availability
From Available time, exclude any time in which you have decided beforehand that it must not run:
– Weekly off days
– Holidays
– Lunch break
– Tea break
– Downtime for preventive maintenance.
– Downtime for autonomous maintenance.
– Downtime for machine cleaning in every shift
– Downtime for daily scheduled meeting when the machine is stopped.
In Running time
In Running time in the formula for OEE, include only the time when the machine is actually running and producing.
Include:
– Cycle time – time between start and end of a part’s production.
– Standard time for part unloading and loading.
Exclude any time that is a downtime, not part of the running time:
– Part load-unload time that is more than the standard load-unload time
– Setup time at part change
– Inspection time
– Rework time
Theoretical production
Use the correct values of standard cycle time and standard part unload-load time, and the correct value of Running time in the formula for OEE.
Real production
Include ALL parts produced, including rejected parts.
Exclude reworked parts. i.e. count every part only once, the first time it is made. Do not count it aqain when it is reworked. Rework time is downtime.
Good production
This is the parts produced minus rejected parts.
Exclude reworked parts. i.e. count every part only once, the first time it is made.
Calculating OEE properly - action points
- Ensure that you assign the correct downtimes for Availability in the formula for OEE.
- Ensure that you use the correct standard times for Performance.
- Ensure that you use the correct good parts and total parts, and ignore rework in Quality.
Ensure that you are truthful about considering downtimes. Do not consider a downtime as a part of the process time when it is not warranted. For example, DO NOT:
1. Consider excess part load-unload time (beyond the standard time) as part of the cycle time.
2. Consider setup time as part of the operating time.
The blog post ‘OEE formula – bad idea to cook up‘ explains why you need to be truthful with the downtimes.
The original support tree sometimes dies because the strangler robs it of sunlight and cuts off its nutrient flow from the soil, and the strangler fig becomes a tree with a hollow central core.
Keep Learning

Increase your profits automatically. Use Leanworx to get accurate and instant data 24/7.