How to improve machine operator efficiency ( 10 Easy Tips)
- December 4, 2024
Category : Production monitoring systems
- How to improve machine operator efficiency ( 10 Easy Tips)
Dasarathi G V
Director in Leanworx
Dasarathi has extensive experience in CNC programming, tooling, and managing shop floors. His expertise extends to the architecture, testing, and support of CAD/CAM, DNC, and Industry 4.0 systems.
Try Leanworx for free
Operator efficiency has two components – how closely the operator conforms to standard cycle time and part unload-load time, and how well the operator conforms to quality standards.
Improving it involves the following key actions:
- Determine the gap in the operator’s production rate from the ideal production rate.
- Remove production rate issues caused by problems in raw material, fixturing and machine capability.
- Determine production issues caused by the operator’s skill level and by fatigue.
- Determine the gap in the operator’s rejection rate from the allowed rejection rate.
- Remove rejections caused by problems in raw material, fixturing and machine capability.
- Fix causes of fatigue with better material handling equipment and better rest breaks.
- Fix skill issues by imparting training targeted at the specific skill.
- Ensure that the data you are using for the above steps is accurate and timely.
- Ideally get the data from a machine monitoring system that stores historical data too. 10
- Determine rejection issues caused by the operator’s skill level and by fatigue.
How to increase operator efficiency ?
Operator efficiency has two components:
- Performance
- Quality
Performance : Which is how many parts were made versus how many parts could have been in a specific time.
Quality : Which is how many good parts were made as a percentage of the total number of parts. The remaining were rejected.
Both of them can be because of any of these reasons:
- Operator’s skill level is low.
- Operator fatigue.
- Raw material quality is poor.
- Fixturing or tooling is poor.
- Process capability of the machine is poor
Isolate the performance issues caused by problems in raw material, fixturing and machine process capability.
Determine issues caused by the operator’s skill level and by fatigue. Reduce fatigue by implementing better ergonomics, better material handling equipment, and improving rest breaks. Fix skill issues by imparting training targeted at the specific skill.
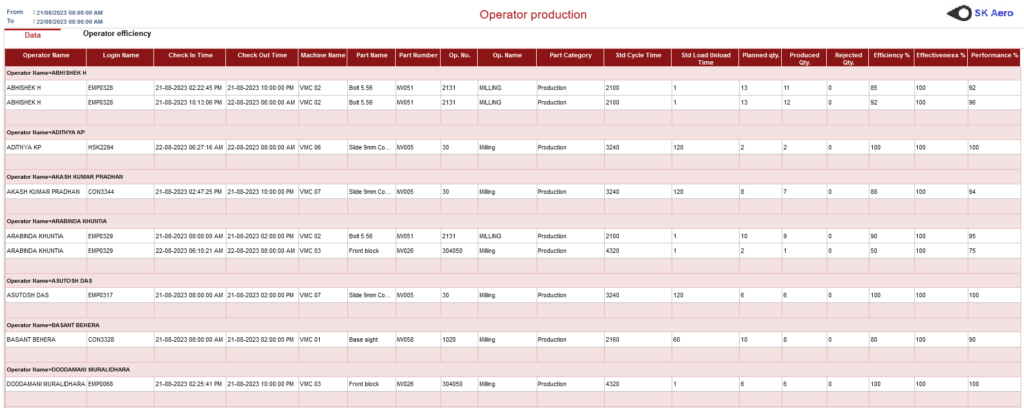
Leanworx has a variety of reports that can be used to perform the above steps. They are also operator efficiency reports that can be used to identify skill deficiencies and training requirements.
How to increase the efficiency of a machine ?
Check out our OEE Calculator now. Click here
Efficiency of a machine is generally measured as OEE. To improve OEE, you need to improve Availability, Performance and Quality by doing the following:
- Increase Availability by reducing downtime and increasing operating time.
- Increase Performance by producing more parts during the operating time.
- Increase Quality by reducing rejections.
Steps 2 and 3 were covered under ‘How to increase operator efficiency’ above.
Step 1 :
Increasing Availability:
This is done by reducing the following downtimes caused by various reasons, due to which the machine is not available to produce.
Downtimes that are part of the production process
These downtimes are a necessary part of the manufacturing process and cannot be eliminated, but can be reduced.
Setup time:
Reduce by using better material handling equipment (in case of heavy dies and moulds), work offset probes on CNCs, modular tooling or quick-change tooling on CNCs, etc.
First-part inspection time:
Reduce by using more efficient inspection equipment, speed up response from quality inspectors, improve operator skill level, etc.
Tool replacement time:
Reduce by using better material handling equipment (in case of heavy dies and moulds), modular tooling or quick-change tooling on CNCs, etc.
Downtimes due to Machine Breakdowns
There are two parameters to be improved here:
- Number of breakdown incidences.
- Downtime associated with each breakdown.
Start using Leanworx for free
We provide a 5-day free demo, with assistance in installation and usage.
Number of incidences:
This can be reduced by preventive maintenance, which is essentially replacing or repairing parts before they can fail, and doing this at a time when the machine is not normally producing (like on a holiday or during shift breaks).
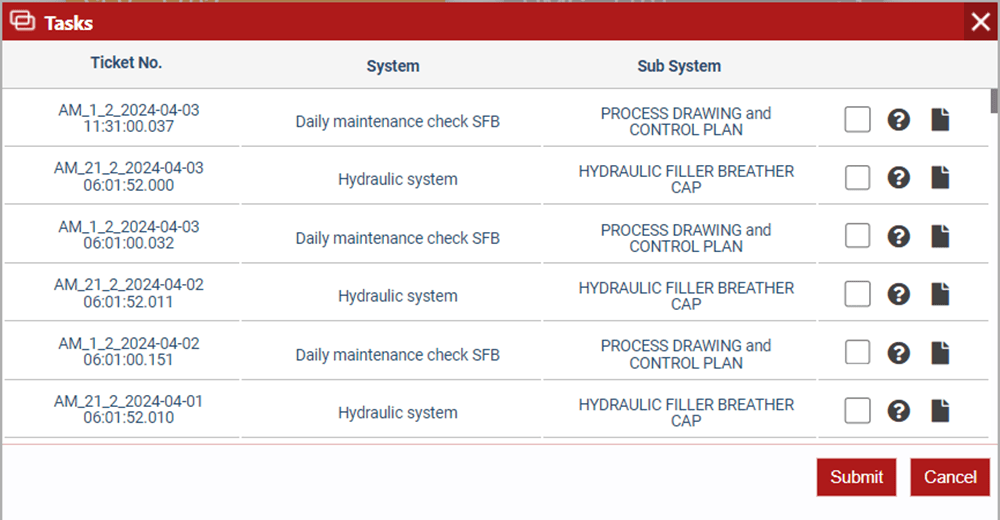
Leanworx has a maintenance module where you can schedule preventive maintenance tasks. When the task is due, a maintenance ticket is automatically created and concerned people are notified of it by email or on their mobile phones.
Leanworx supports both Time Based maintenance (TBM, where we do the maintenance task by calendar time – every Sunday, on the 1st of every month, etc.)and Usage Based maintenance (UBM, where you replace a part based on how much time or how many times it has actually been used).It also supports Autonomous maintenance, which is basic preventive maintenance done daily by the machine operator.
Leanworx automatically captures machine downtime caused by breakdowns. It tracks and shows trends of MTBF (Mean time between failures), MTTA (Mean time to attend), MTTR (Mean time to repair). This enables you to track the performance of your maintenance system.
Downtime in each breakdown:
The downtime in a breakdown has two parts: the time to repair and the time to attend. The time to repair is the actual time taken to complete the repair, from the start to the end of the repair process. This is reduced by improving the equipment used in repair and the skill level of the maintenance personnel.
The time to attend is the time taken by maintenance personnel to arrive at the machine after receiving information on the breakdown.
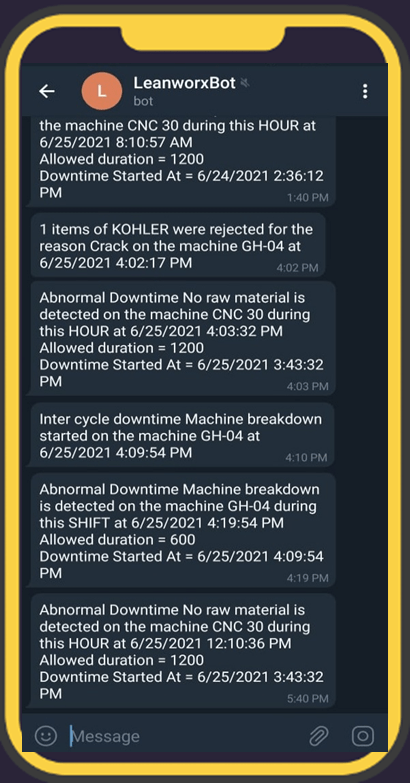
Leanworx reduces the time to attend by rapidly and directly alerting maintenance personnel when a breakdown occurs. It sends alerts on mobile phones or email to the appropriate personnel.
No raw material
This refers to all durations when the machine is forced to remain idle because it does not have raw material to produce parts. This could be due to:
- The previous process is producing below target
- The machine in the previous process has a breakdown
- There is a raw material shortage from an external vendor
The solution to this is to reduce breakdowns through better maintenance, and improving the supply chain.
How to measure machine efficiency ?
To measure machine efficiency (i.e., OEE), the decision makers in the organization require accurate and timely data from every machine. Decision makers are everyone from the shop supervisor to the CEO. Data on current production quantity, quality parameters and rejections, downtime durations and causes, machine breakdowns, etc.
Read more : Manual vs Automated Data Collection : Which Should You Use ?
This data has traditionally been obtained via paper, through a chain of humans. People collect the data from machine operators at the end of every shift, note the data in a register, then enter it into the firm’s computer network. There are other people who analyze the data and convert it into charts and graphs for easy viewing and understanding.
Data of each day reaches decision makers only the next morning, typically after 30 hours, after the end of the final shift of the previous day.
The problem with this data is that it:
- Is inaccurate because it is dependent on people’s memory and honesty.
- eaches people too late to take action in situations that require a rapid response.
The data should be able to answer these and other such questions:
- What is the actual vs. planned production quantity on each machine ?
- What are the downtime durations on each machine, and why did they occur ?
- How many parts were rejected, and what are the causes of rejection ?
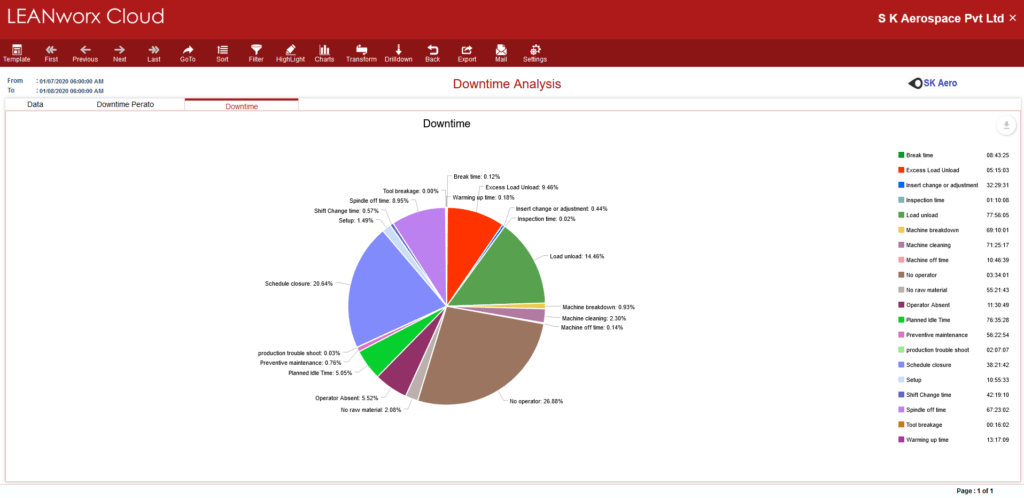
- What are the top causes of downtime and rejections ?
- Are part cycle times conforming to the standard cycle time ?
- Are the standard cycle times correct ?
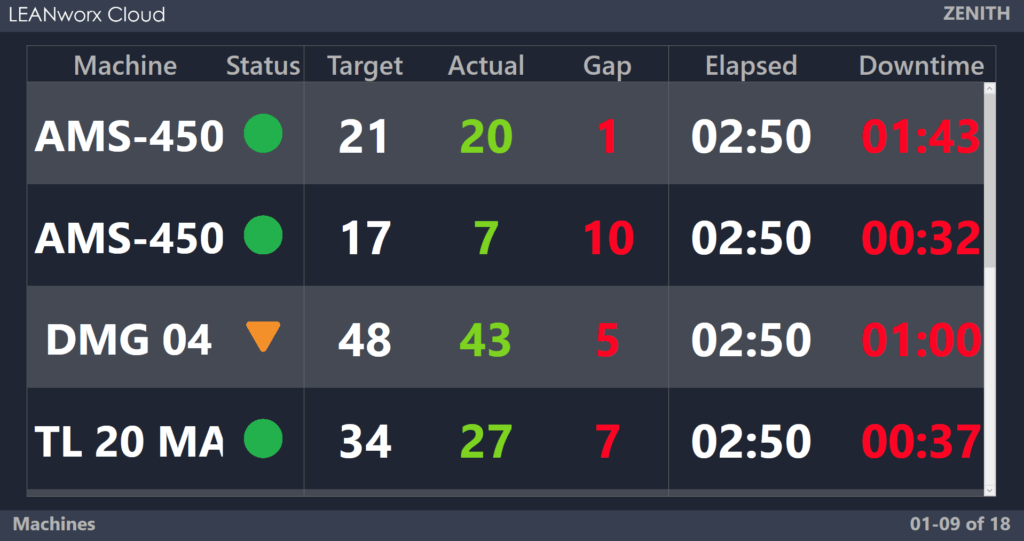
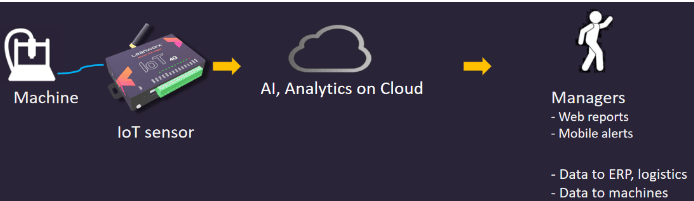
Leanworx is connected electronically to machines and monitors them 24/7 electronically. It tracks and reports production quantity, downtime, OEE, quality, consumption of consumables, energy consumption, etc. It shows reports on computers, tabs or mobile phones. It also displays live data on the current production, OEE, etc. on Andon boards and dashboards in shop floors.
For situations that require immediate attention – machine breakdown, production below target, rejections above limit, etc. Appropriate people are also alerted on their mobile phones so they can take instant action.
Keep Learning



Increase your profits automatically. Use Leanworx to get accurate and instant data 24/7.