- How to improve OEE & ( Increase your profits )
Dasarathi G V
Director in Leanworx
Dasarathi has extensive experience in CNC programming, tooling, and managing shop floors. His expertise extends to the architecture, testing, and support of CAD/CAM, DNC, and Industry 4.0 systems.
Try Leanworx for free
OEE, or Overall Equipment Effectiveness, is a universally used metric of production capacity utilization. You need to improve OEE constantly because this is the impact of a low OEE on production and profitability:
- You are producing below your potential capacity.
- Running costs are high.
- CapEx (capital expenditure) on new machines is high.
- You have too many machines, leading to more expenditure on space, operators, power, etc.
- Your ROI (return on investment) on the CapEx is low.
- Running cost is higher than it can be, leading to low profitability.
- Your cost of production is high, leading to lost orders.
Check out our online OEE calculator to discover your hidden profits Click here
What you’ll Learn :
How to increase OEE
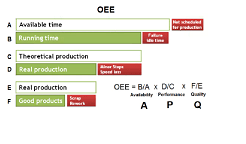
To improve OEE, you need to improve its 3 components of Availability, Performance and Quality. You need to produce more parts and more good parts, by doing the following:
- Improve Availability by reducing downtime and increasing the operating time.
- Improve Performance by producing more parts during the operating time.
- Improve Quality by reducing rejections.
This is easily done with a Machine Monitoring System (MMS) based on Industry 4.0.
How to improve overall equipment effectiveness
Short term strategy
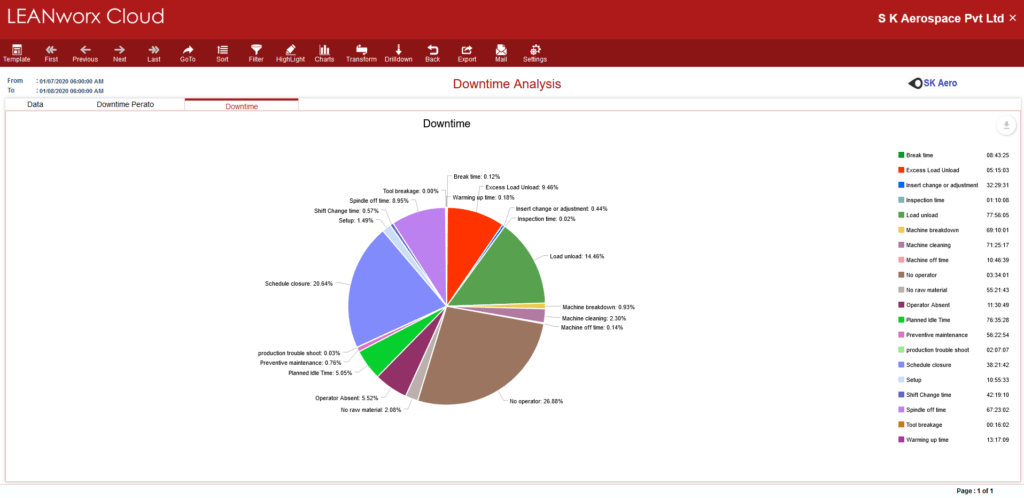
The short term strategy takes very little time to execute (typically a few weeks) and needs little or no investment. This involves reducing work-ethics related downtimes that typically account for 30% of the total downtime. Here are some examples.
Downtime at shift change - production starting late, ending early in shifts
This is caused by production on the machine starting late at the beginning of the shift and ending early at the end of the shift. Considering 30 minutes at the start and 30 minutes at the end, this adds up to 1 hour per 8-hours shift, or 12 % of the available time. It is easy to get data on this downtime and reduce or eliminate it.
You need to do this every morning to eliminate the downtime: Print the report for every shift of the previous day for all machines, and put it up on the notice board. Leanworx has special reports of just downtime at shift start and end.
Delay in attending to machine breakdowns
When a machine breaks down, the operator first needs to inform the maintenance department via a supervisor. Searching for the supervisor (who may be in a meeting somewhere in the plant) takes time, and then the supervisor informing the maintenance personnel takes some more time. This may take up to 30 minutes, the ‘time to report’.
This unnecessary delay can be avoided by a direct automatic message being sent to the concerned maintenance person’s mobile phone or email. Leanworx does this.

Long term strategies
The bigger benefits come from a long term strategy to reduce downtimes related to your production systems and to reduce part rejections. These need a few months to fix, and generally require some investment. Here are some examples.
Downtimes that are part of the production process
These downtimes are an integral and necessary part of the process and cannot be eliminated, but can be reduced. E.g., downtimes for first-part inspection, setup, tool replacement, etc.
Downtimes due to Machine Breakdowns
These downtimes are reduced by:
- Reducing the number of breakdowns
- Reducing the downtime in each breakdown.
The number of incidences of breakdowns can be reduced through preventive maintenance and autonomous maintenance. The latter is basic preventive maintenance done daily by the machine operator.
The downtime in a breakdown has two parts:
- Time to attend
- Time to repair
The time to attend is the time taken by maintenance personnel to respond to a breakdown and arrive at the machine.
This can be reduced by rapid and direct alerting of maintenance personnel when a breakdown occurs. Leanworx sends alerts on mobile phones to the appropriate personnel, and alerts on email.
The time to repair is the duration from the start to the end of the repair process. This can be reduced with better equipment and training.
Start using Leanworx for free
We provide a 5-day free demo, with assistance in installation and usage.
No raw material
A machine is forced to remain idle when it does not have raw material to produce parts. This happens when:
- The machine in the previous process is under-producing
- The machine in the previous process has a breakdown.
- Raw material has not been supplied by an external vendor.
The solution here is better machine maintenance to reduce breakdowns, and improving the supply chain.
High part rejections
This could be because of any of these reasons:
- Process capability of the machine is poor
- Operator’s skill level is low.
- Fixturing or tooling is poor.
- Raw material quality is poor.
The cause can be determined by analysis of the main reasons for the rejections, and eliminating the reasons.
How Leanworx can help you to track and improve OEE
The key to doing this is to have data from the machines that is accurate and timely. This data will tell you the extent to which you are losing production capacity, and what are the causes. E.g., data like this:
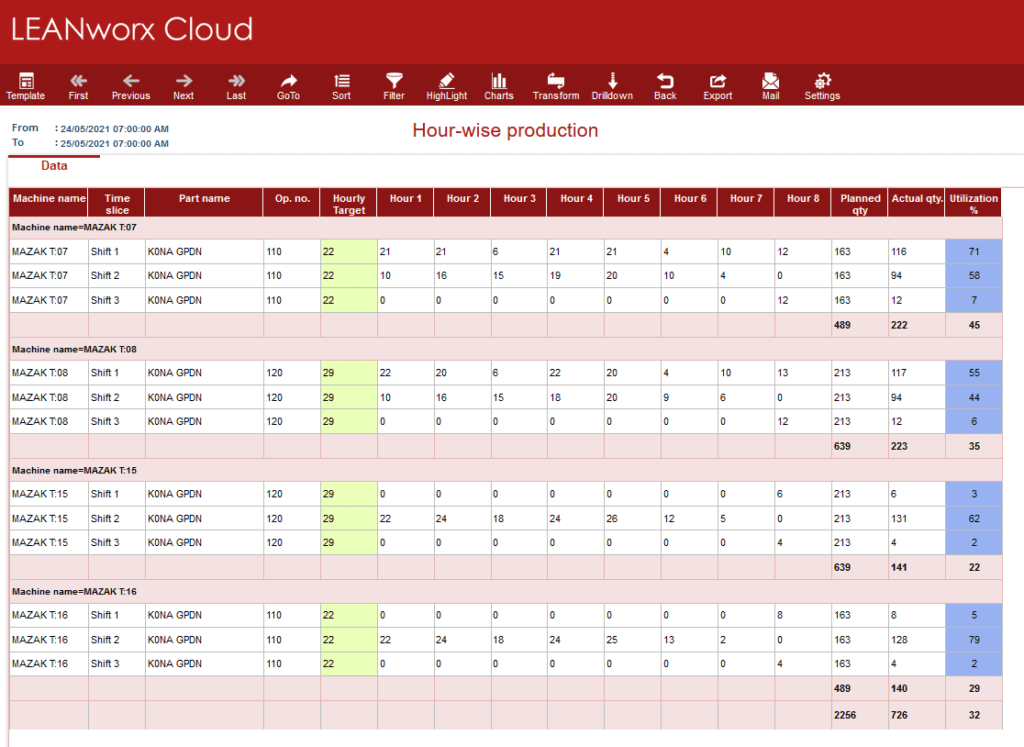
- What is the actual production quantity versus planned ?
- What are the downtime incidences and reasons on each machine ?
- What are the part rejection quantities on each machine ?
- Which are the top causes of rejections, so that you can focus on them ?
- Are parts being produced to the standard cycle time, or are they taking more time ?
- Are the standard cycle times correct, or do they need to be fine tuned based on the actual ?
To improve OEE, you need accurate and instant data on the ingredients of OEE – production quantities, rejections, rework, and downtime durations and causes. The traditional method of getting this data is via paper, through a chain of humans.
A person collects data from every machine at the end of each shift, notes it in a register, then enters it in a computer that is on the firm’s network.
Someone else converts the data into charts and graphs for viewing by decision makers – everyone from the shop supervisor to the CEO.
Each data reaches decision makers only the next morning, around 10 AM. The problems with this data:
- It depends on people’s memory and honesty, and is therefore inaccurate.
- In situations that require a rapid response, it reaches people too late to take action.
Leanworx is connected electronically to your machines and monitors them 24/7 electronically. It tracks and reports production quantity, downtime, OEE, quality, consumption of consumables, energy consumption, etc.
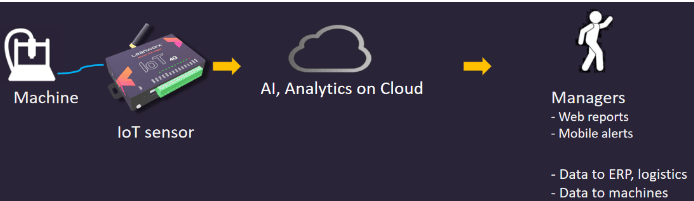
Reports can be seen on computers, tabs or mobile phones. Real time data also appears on Andon boards and dashboards in shop floors or offices.
Appropriate people are also alerted on their mobile phones to situations that require immediate attention – machine breakdown, production below target, rejections above limit, etc.
Some real-life cases of OEE improvement done by Leanworx
- Gear manufacturer: OEE went up from 52% to 83% in 6 months. Revenue went up by Rs. 1.96 Lakhs per month per machine.
- Plastic parts manufacturer, mass production: OEE went up from 66 % to 90 % in 2 weeks. Revenue went up by Rs. 64,000 per month per machine.
- Forgings manufacturer: OEE went up from 68 to 82% in 5 months. Revenue went up by Rs. 0.94 Lakhs per month per machine.
- Hydraulic systems manufacturer: Froze all CapEx on new machines for 2 years, because of OEE increase resulting from Leanworx.
- SME machine shop: Reduced tooling cost by 76% in 6 months.
Keep Learning
Increase your profits automatically. Use Leanworx to get accurate and instant data 24/7.