Manual vs Automated Data Collection : Which Should You Use ?
- August 26, 2024
Category : Production monitoring systems
- Manual vs Automated Data Collection : Which Should You Use ?
Dasarathi G V
Director in Leanworx
Dasarathi has extensive experience in CNC programming, tooling, and managing shop floors. His expertise extends to the architecture, testing, and support of CAD/CAM, DNC, and Industry 4.0 systems.
Try Leanworx for free
Manual vs Automated Data Collection
Data collection from machines is necessary to be able to run a manufacturing shop floor. The choice of manual vs. Automated data collection can impact the speed and accuracy of data on production and productivity:
- Production quantity. What is the current vs. Planned quantity ?
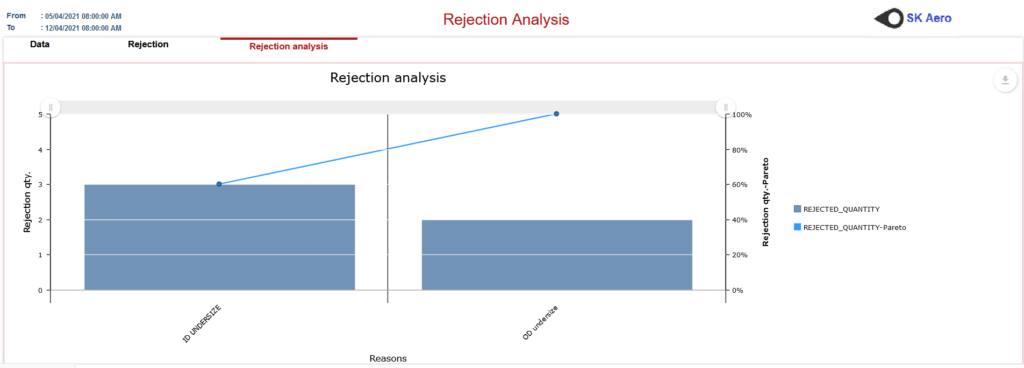
- Rejection quantity. How much is the rejection percentage ?
- Rejection reasons. What are the key reasons ?
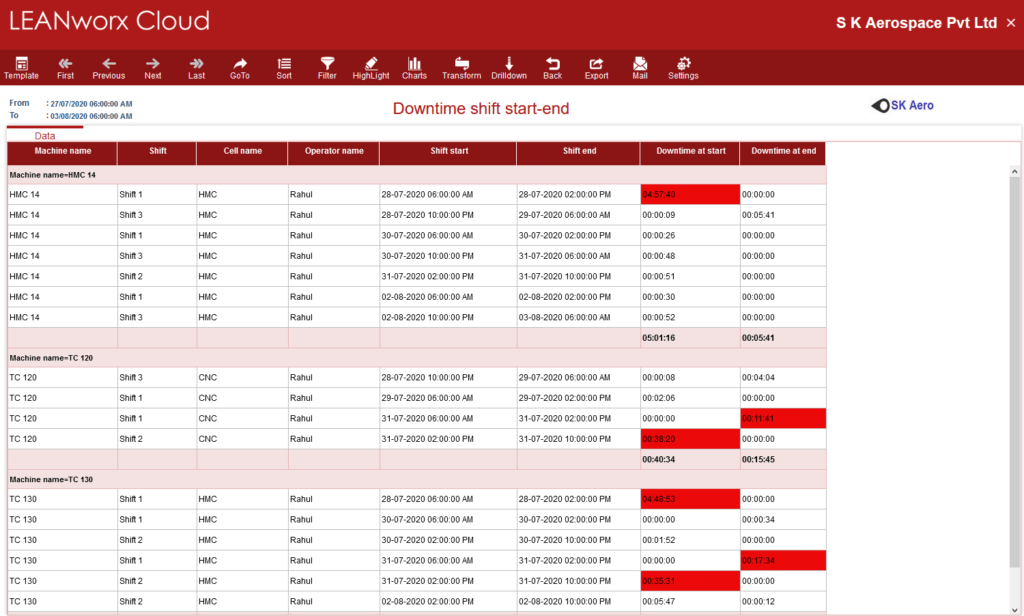
- Machine downtime duration. How long is the machine idle ?
- Machine downtime reasons. What are the key reasons for the machine idling ?
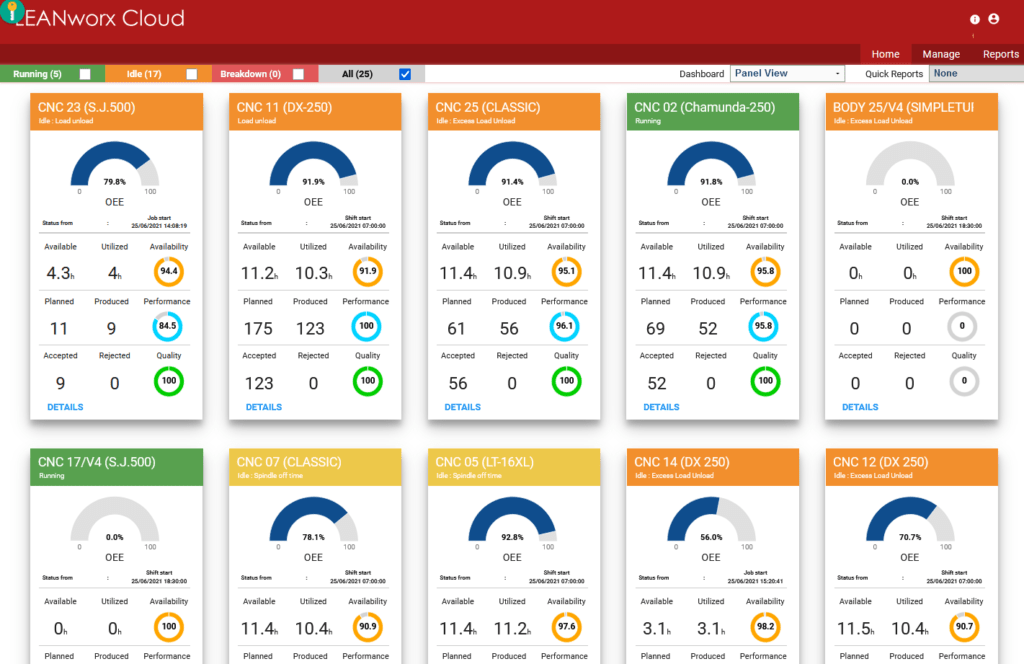
- Machine running status. What is the machine doing currently ?
What you’ll Learn :
What is manual and automatic data collection ?
Manual data collection
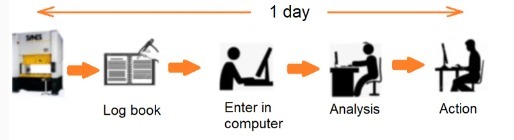
There are shop floor personnel who go to every machine periodically, asking the operator for the production quantity, rejection quantity, and the duration and reasons of downtimes. They enter the data on paper, in a form or in a register.
These are then entered in a computer on the company’s network. For a factory running 24 hours, every day’s production ends the next morning. So each day’s data gets entered the next day, after the end of the last shift.
A person in charge of analytics then converts the data into reports – tables and charts – for senior management. These reports are used in decision making.
Automatic data collection

- The machine has a sensor connected to it that collects data from it.
- The sensor sends the data to the internet, to a cloud server.
- Software on the cloud server collects the data, analyzes it, and generates reports.
- The reports are available to people in seconds. Data can also be sent to other software, sent back to the same machine, or to other machines.
The data is collected automatically, analyzed instantly by the shop floor data collection software, and available as reports to decision makers within seconds.
If there is an event that requires immediate attention, the software also sends alerts to appropriate people on email or mobile phone.

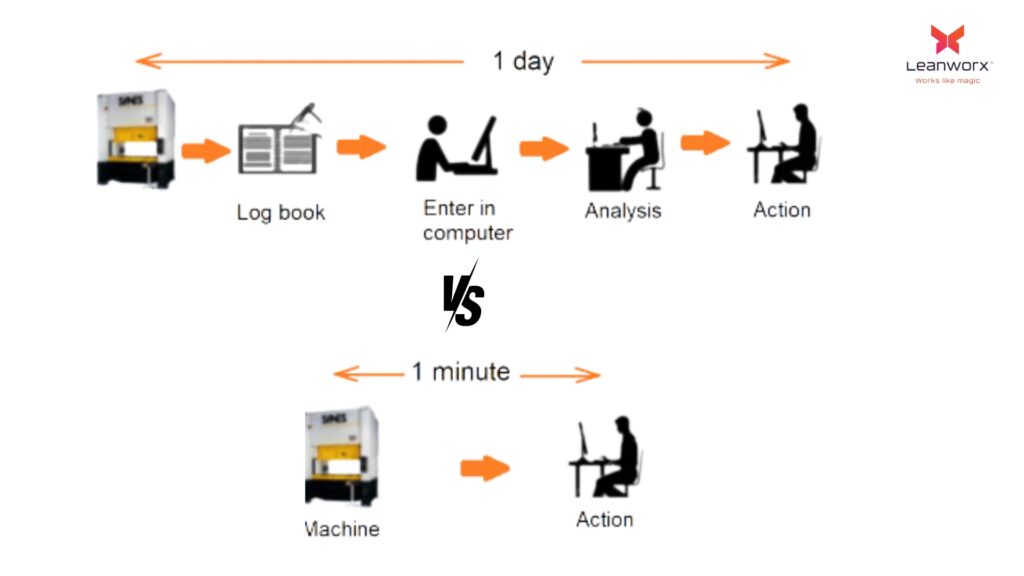
With traditional paper-based manual production monitoring, data takes 1 day to reach you. With an automated system, it takes 1 minute.
1440 minutes versus 1 minute !
Start using Leanworx for free
We provide a 5-day free demo, with assistance in installation and usage.
Advantages of manual data collection
- Manual data collection can be inexpensive if manpower is inexpensive.
- It does not require retraining
- It does not require culture change.
Disadvantages of manual data collection
- It is dependent on people’s memory.
- The data is usually cooked up.
- It is always inaccurate.
- Data reaches decision makers typically 24 to 30 hours late.
- It requires a lot of manpower.
- It results in wrong decisions or no decisions.
Advantages of automated data collection
- Data is not dependent on people’s memory.
- The data is direct from the machine, and cannot be cooked up.
- It is always accurate.
- Data reaches decision makers in a few seconds.
- It requires no manpower.
- Correct data results in correct decisions, in time.
Disadvantages of automated data capture
- It requires capital investment and recurring investment.
- It may require changes in working systems.
- It requires extensive culture change to read and act upon data.
Manual data capture - why it is no longer an option
In any manufacturing firm, machines on the shop floor make the money, and most of the company’s investment is concentrated here. Decision makers at all levels, from supervisors to the CEO, need to have clear visibility to increase profitability.
They need accurate data from machines at all times to make decisions. However, illogically, in most manufacturing firms the data accuracy and speed is very high in all other areas but very low on the shop floor. ERP systems enable high data accuracy and speed in functions like sales, finance, HR and inventory, with high levels of computerization in these areas.
The shop floor that actually makes money is however an island of darkness.
Production monitoring via a manual data capture system is dependent on a chain of humans and paper. As the number of machines increases, our visibility into the shop floor decreases. We mostly get wrong data, or the data comes to us too late to take any action.
We have poor knowledge of the production quantity at any time, the status of various machines (which machines are running and which are idle), what return on investment is on the machines, etc. Data that we get is too late to act upon, usually in time for the morning meeting which is a post-mortem of the previous day’s activity. It is also inaccurate, and leads to wrong decisions.
To be able to make correct and timely decisions on the shop floor, you need accurate and timely data from a good production monitoring system.
Consequences of delayed or wrong data – some examples
- A part with a very tight delivery schedule is running on a machine. There is a machine breakdown, and production is halted in the evening because of this. Managers do not know about this. They only get to hear of the breakdown when they come into work the next morning. They have therefore not taken any corrective action like shifting the part to another machine. The result is a delayed delivery.
- Production that has been done today is recorded in the company’s ERP system after more than 1 or 2 days. Invoices and transport documents are made after 2 days, so parts can only be shipped 2 days after they have been made. This results in finished goods inventory that is not earning any money for 2 days, occupying valuable warehouse space.
- Production quantities recorded are wrong, and these wrong numbers are entered into software related to invoicing and shipping. Invoice and shipping documents are made for these quantities, but at the time of shipping, when the truck comes to the gate, there is a quantity mismatch.
- Production scheduling, ordering of raw material, etc. are done based on the production quantity and raw material consumed. If the recorded production quantity itself is wrong, systems like scheduling and raw material procurement that depend on this data are going to malfunction.
Daily production meetings - with manual and automated data collection
Production meeting with manual data collection
Here’s what typically happens in the daily morning production meeting in various manufacturing firms.
People from production, scheduling, quality and maintenance gather in the meeting room. They argue over numbers like production quantity, rejections and downtime and nobody agrees with anybody else’s numbers.
There is also an argument about who was responsible for what problem. Stores say they got 200 parts, while production says they actually gave 220. Production blames Quality for a 1-hour delay in a first-part inspection, but Quality says they only took 15 minutes.
Production blames maintenance for a 2 hour downtime due to a breakdown on a machine, but maintenance says they gave back the machine in 30 minutes itself. Scheduling says there was no delay in providing castings to a CNC VMC, while Production says there was.
A critical machine broke down for 5 hours the previous evening, causing a big disruption in a delivery. Everyone agreed that this was a disaster, but nobody was responsible because production people did not know about the breakdown and could not take any corrective action like shifting the part to another machine.
In a 1 hour meeting,
– 50 minutes are spent on disputing data and numbers.
– 10 minutes are spent on figuring out solutions to problems that occurred.
– 0 minutes are spent preventing the same problems from occurring in future.
Production meeting with automated data collection
Here’s what happens in our daily morning production meeting if there is data collection via a machine monitoring system:
- Everyone has the same data, reported by the machine monitoring system. Data like production quantity, rejections, downtimes. There is no dispute on the numbers.
- .Any big incidences of production disruptions (big downtimes, rejections, etc.) are discussed. Their causes are determined, and action is taken to prevent recurrence in the future.
- People in all departments were alerted to big issues on their mobile phones or email the previous day, within seconds of the issues occurring. Those were discussed between concerned departments and action taken rapidly. These are just reviewed.
The meeting concludes in 30 minutes.
Out of a 30 minute meeting,
– 10 minutes are spent looking at data and numbers.
– 20 minutes are spent deciding on system changes to prevent problems recurring in future.
This is the effect of a machine monitoring system on morning production meetings.
Keep Learning

Increase your profits automatically. Use Leanworx to get accurate and instant data 24/7.