Dasarathi G V
Director in Leanworx
Dasarathi has extensive experience in CNC programming, tooling, and managing shop floors. His expertise extends to the architecture, testing, and support of CAD/CAM, DNC, and Industry 4.0 systems.
Try Leanworx for free
- Lean manufacturing, or Lean, is the systematic elimination of waste (‘Muda’) within a manufacturing system.
- Lean manufacturing is derived from the Toyota Production System.
- To understand the wastes of Lean, it is necessary to first understand what Lean is.
- A machine manufacturing system on Industry 4.0 can play a great role in reducing the 8 wastes of Lean manufacturing.
Waste in Lean Manufacturing

Lean is a philosophy of work that focuses on the removal of waste within a process. The central principle is that the customer (the consumer of the end-product of the process) is only willing to pay for parts of the process that are value-adding, and is not willing to pay for parts that are not value-adding. In the manufacturing process, the use of resources for any goal other than the creation of value for the end customer is wasteful and must be avoided. Non-value adding costs are Waste, or Muda, and must be eliminated. Lean, in short, is Making more with less.
Example: if you are a job shop machining castings and supplying them to a customer, the customer is paying for machined castings with metallurgical quality and final machined dimensions matching his specifications. Anything directly contributing to this is value-adding, which is all processes directly involved in making the castings in your foundry and machining them. Non-value adding costs could be these:
– Machine breakdowns
– Spending money on cutting to 10 microns tolerance when the drawing specifies 20 microns
– Raw material, machining and indirect costs of rejected parts
– Getting castings with more raw material than necessary, and spending more time on machining
A downtime tracking system helps in measuring and reducing waste.
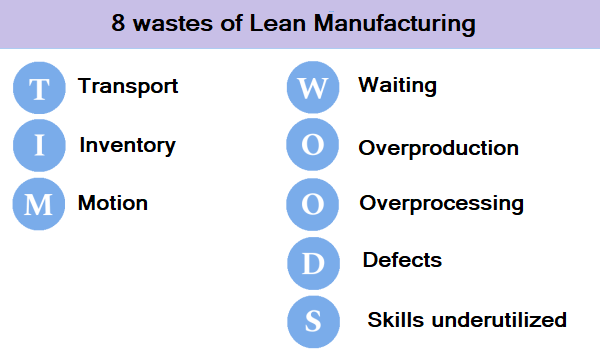
8 wastes of Lean
The original 7 wastes of lean manufacturing were developed as part of the Toyota Production System (TPS). This later became 8 wastes with the addition of non-utilized talent or skills when the Toyota Production System was adopted outside Japan.
The 8 wastes of lean manufacturing are:
1. Transport – moving products that are not actually required for a process
2. Inventory – all parts, work in process and finished parts not being processed
3. Motion – people or equipment moving or walking more than required for the process
4. Waiting – waiting for the next step in production
5. Overproduction – producing more than demand
6. Over processing – producing to higher accuracy, finish, etc. than required by customer
7. Defects – effort involved in inspecting and fixing defects
8. Skills underutilized – people’s skills are underutilized
1. Transport
Transporting products, tools, equipment or people further than necessary.
Why is this a problem ? Movement leads to damage and defects, and these cost money. Also, unnecessary movement of equipment and people leads to more work, greater wear and tear, and exhaustion.
What is the solution ? Well designed factory layout, no over-production (and resultant necessity of moving parts to inventory holding areas), proper scheduling.
2. Inventory
Material that is that is sitting idle and not being processed or given to the customer.
Why is this a problem ? Raw material, work in process or finished goods all cost money. Inventory means capital that is locked up, unusable elsewhere, for which you are paying interest. Inventory also needs space, unnecessary transportation, and damage during storage.
What is the solution ? Buy raw material Just in Time and produce Just in Time; reduce buffers between production processes; make schedules more predictable by reducing breakdowns, reduce rejections.
3. Motion
People or equipment making unnecessary motions in a process due to workspace layout, ergonomic issues or searching for items. This is identified by automated downtime tracking.
Why is this a problem ? It increases the process time, increases human fatigue, equipment wear and tear.
What is the solution ? Ensure that the workspace is well organized, tools can be reached quickly without searching for them, place equipment near the production location, keep materials at an ergonomic position to reduce stretching and straining.
4. Waiting
Machine waiting because there is no raw material and it is waiting for the previous step in the process to complete, or people waiting because machines have broken down. Machine downtime tracking software pinpoints this.
Why is this a problem ? Waiting is downtime. You are paying for a machine and its operator even while it is waiting.
What is the solution ? Knowledge of actual cycle times, knowledge of downtime incidences caused due to waiting for a previous process being slower or material handling being poor, better material handling, better balancing of machine capacity in related processes, more workforce, fewer breakdowns.
5. Overproduction
Producing a higher quantity of the product than necessary for the immediate requirement. A downtime tracking system detects this.
Why is this a problem ? This results in finished goods inventory. Making unnecessarily more of one part means you are making less of another necessary part. Inventory costs money – there is money locked up in the parts, and you are paying interest on it. You need space for storage, and you need to store the parts carefully without getting damaged – both these cost money.
What is the solution ? Just-in-time manufacturing, better scheduling, better adherence to schedules, improving predictability of machines through preventive maintenance.
6. Over processing
Performing any activity or providing features that are more than necessary for the product. Like providing more hardness, a closer tolerance, thicker coat of paint or better surface finish than necessary,
Why is this a problem ? Extra processing involves a longer processing time, costlier equipment, more material or more processes. All these are a waste. E.g., on a CNC lathe, better surface finish would mean lower feedrate and hence higher cycle time. Closer tolerance would mean a more expensive machine and more frequent tool changes and higher tool cost.
What is the solution ? Understand the customer’s exact drawing requirements and the end function of the part, and produce to the required specifications.
7. Defects
Products that do not match the specifications, and are rejected or have to be reworked. OEE monitoring software quantifies this.
Why is this a problem ? A rejected part results in waste of the cost of raw material and processing up to the point at which it was rejected. A reworked part involves additional cost of reworking.
What is the solution ? Improve operator training, inspection systems, machine capability through better preventive maintenance.
8. Non-utilized talent
Employees that are not effectively utilized. This, the last of the 8 wastes of lean manufacturing, was not part of the original 7 wastes of lean manufacturing.
Why is this a problem ? People cost money, and not using someone’s skills effectively is an opportunity cost. Using a higher skilled person for a lower skill job is a waste of money, because you are paying for the higher skills but not using them. People actually doing the work know the inefficiencies in processes, and if you do not use this knowledge you are under-utilizing them.
What is the solution ? Understand people’s capabilities, use their skills and knowledge fully, reward them for performance.
8 forms of waste in Lean Manufacturing and automated downtime tracking
To reduce waste, you need to know where it is occurring, and how much is occurring. For this you need a good system of acquiring information and reporting. This is what a downtime tracking system does. Machine monitoring and process monitoring is done 24/7, automatically, and you get data directly from processes and machines, accurately and instantly.
Wastes like machine downtimes, part rejections, extra processing can be identified, their quantum determined, and action taken to reduce or eliminate them.
Leanworx is a powerful OEE monitoring system. You can focus on the quantum of each waste in each process, and eliminate the wastes systematically.
How to reduce waste in lean manufacturing ?
In most shop floors, idle time on machines can be up to 40 %, and people think this is normal. Basically, these firms have bought a bunch of elephants to do their work, and the elephants are sleeping 40 % of the time. The problem is that even when they’re sleeping, the elephants have to be fed and their mahouts have to be paid their salaries. Wastes of lean can be low hanging or high hanging fruit, and fortunately, the low hanging fruit are very easy to pluck.

What does 40% downtime mean in terms of production and profitability ?
- Your ROI is straightaway reduced by 40 %.
- You are maybe producing 60 parts per shift when you could be producing 100.
- You have bought 10 machines when 6 would have been enough.
- Your prices are 40 % more, in the cut-throat market out there.
Some causes of idle time detected by machine downtime tracking software:
Low hanging fruit (can be fixed very quickly)
Work ethics problems:
Operator coming late at beginning of shift, taking more time than allotted for tea, lunch, dinner, etc. This can easily add up to 1 hour per shift, or 16 % of the available time.
Long time to attend to problems on machine
When there is a technical clarification or a machine breakdown, the operator goes in search of the supervisor or maintenance person to report the issue. The latter come when they are free, 10 or 15 minutes later.
High hanging fruit (can be fixed in the medium term)
System problems:
Here is an example of CNC setup time reduction can also give you big gains in profitability. Searching for things is another area. E.g., in a shop with VMCs where our Leanworx is used as the downtime tracking system, the reports showed that operators spent up to 15 minutes every shift ‘searching for tools’. The VMCs had a machine hour rate of Rs. 1000.
It turned out that each bay had one set of Allen keys, and when an operator required a key he went around all machines searching for it. If the keys were already in use on a machine, he had to wait till they were free. That’s a loss of 3 % of the available time, or Rs. 19,000 per VMC per month. The simple solution ? The firm just gave each operator a set of Allen keys costing Rs. 200, and saved Rs. 19,000 a month.
Breakdowns:
Breakdowns due to avoidable reasons, which can be fixed by simple and cheap preventive maintenance. The problem is that there are a hundred different causes of idle time, and you have no idea of them unless you are standing on the shop floor all the time. The problem worsens as the number of machines in the plant increases.
Numerous such small leakages add up to a big chunk of idle time every shift, and NOBODY notices. These become accepted practice, part of the system, absorbed into the culture of the shop, and everybody just says “Oh, that’s how we work here.”
Lean manufacturing model and 8 lean waste principles - how you can use them
Put in a machine downtime tracking software to measure wastes and reduce them. You will see your profits shoot up, and your investment on new machines drop. Leanworx is one such system that tracks machines in your shop floor 24/7 electronically, remotely. It works on Industry 4.0 design principles. Sitting at your desktop, from home, or wherever you are in the world, you can get reports on production quantity, idle times, part quality, OEE, rework, breakdowns, and other key statistics. You can get alerts on your mobile phone on any abnormal situations – production below target, rejections above limit, etc. The system dramatically speeds up your Lean and TPM implementation, and OEE improvement.
Increase your profits automatically. Use Leanworx to get accurate and instant data 24/7.