How CNC machine monitoring system improves profits rapidly
- Mar 19, 2024
Category : Machine Monitoring system
- How CNC machine monitoring system improves profits rapidly
Dasarathi G V
Director in Leanworx
Dasarathi has extensive experience in CNC programming, tooling, and managing shop floors. His expertise extends to the architecture, testing, and support of CAD/CAM, DNC, and Industry 4.0 systems.
Try Leanworx for free
- Downtime at shift change.
- Feed rate override misuse.
- These are two common work ethics issues.
- Here’s how you can fix these in just 2 weeks, with a CNC machine monitoring system.
1. Fix downtime at shift change - fix with CNC monitoring system
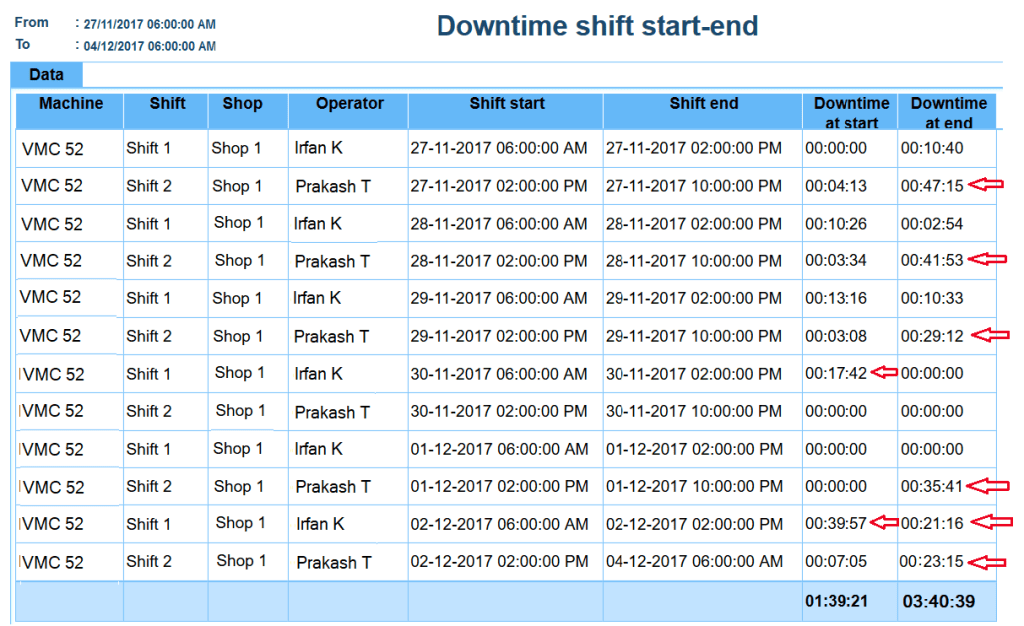
The CNC monitoring system can detect and report downtimes at the start and end of the shift. These are caused by the operator arriving late at the CNC machine at the start of the shift, or leaving the machine early at the end of the shift.

Here is an example, a real report from an actual shop floor. This screen shot from Leanworx Cloud shows the downtimes at the start and end of the 1st and 2nd shifts, over a week. This is from a machine that runs 2 shifts, with supervisors present only during the general shift from 9 AM to 5 PM.
Start using Leanworx for free
We provide a 5-day free demo, with assistance in installation and usage.
On Day 1, in the second shift (row 2 in the table), the number in the ‘Downtime at end’ column shows that the operator left 47 minutes earlier than the shift end (which is 10 PM).
On day 2 he left 41 minutes earlier than he should have.
The numbers highlighted by arrows show the bigger downtimes.
You’ll notice that in the 1st shift the operator started the machine quite late on a couple of days, and the 2nd shift operator stopped the machine early almost every day.
The total at the bottom shows that starting late and stopping early accounted for almost 5.5 hours over the week, about 4% of the total available time. The machine in this report is a CNC VMC that costs Rs. 900 per hour, meaning the cost of this downtime was Rs. 5000 in one week. You can easily fix this with a CNC production monitoring system. Just display everybody’s data to everybody else, on a common large screen monitor. There’s no need to talk to any operators, point out the issue, or do anything else.
2. Fix feed rate override manipulation - fix with CNC production monitoring system
Feed rate override misuse is a common problem on CNC turning centers and machining centers. The operator runs the machine at a feed rate override greater than 100 % to produce parts at a faster rate than has been designed or planned. This results in high tool wear and poor surface finish on the part.

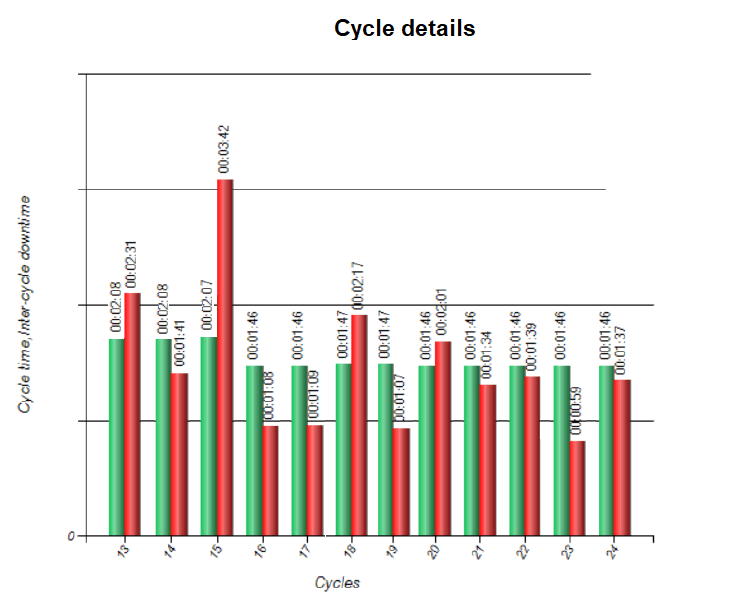
Here are a couple of examples of misuse of feed rate override. 1. In the first half of the night shift, the operator runs cycles at a feedrate override of 150 % to increase production. He then sleeps in the second half of the shift. 2. In all the shifts operators run at a feed rate override of 150 %. In the night shift the operator sleeps right through the shift, but the shortfall in production has been taken care of by overproducing in the first and second shifts. This misuse is easily detected with a production monitoring system. For example, see this report from Leanworx Industry 4.0. The green bars are cycles, and the red ones are the downtimes for part unloading and loading, between cycles. After the first 3 cycles, the cycle time has dropped from 2 minutes 8 seconds to 1 minute 46 seconds. This shows that the feed rate override has increased by 20 %.
To fix this issue, there is only one thing you need to do. Install the CNC production monitoring system and make this data visible to all the operators. Everybody’s data is visible to everybody else. There is no need to talk to anyone or make a big noise about it. The problem will go away on its own, when the operators doing this realize that their poor work ethic is visible to everybody else.
Keep Learning

Increase your profits automatically. Use Leanworx to get accurate and instant data 24/7.