Dasarathi G V
Director in Leanworx
Dasarathi has extensive experience in CNC programming, tooling, and managing shop floors. His expertise extends to the architecture, testing, and support of CAD/CAM, DNC, and Industry 4.0 systems.
Maintenance monitoring system - benefits
An Industry 4.0 based maintenance monitoring system can dramatically improve efficiency of your maintenance, reduce machine downtime and cut cost of spares. This applies to breakdown maintenance, preventive maintenance, and predictive maintenance. If you are targeting the 8 wastes of LEAN to improve profitability, read on…
Breakdowns or Unscheduled Maintenance (UM)
How does an Industry 4.0 based maintenance monitoring system system help ?
Here’s what happens when a machine breaks down on the shop floor: The operator reports the problem to his supervisor after a short while. The supervisor then reports it to the maintenance department after some more time – the Time To Report. The maintenance technician arrives at the machine after another short while – the Time To Attend. The technician takes some time to repair the machine and get it running again – the Time to Repair.
With a maintenance monitoring system, all these times can be captured and used to reduce machine downtime caused by breakdowns. You can get reports of trends of MTBF (Mean time between failures), MTTA (Mean time to attend), MTTR (Mean time to repair). To reduce machine downtime, your aim must be to increase MTBF and reduce MTTA and MTTR.
You can use these statistics to reduce downtime by investigating these aspects:
Is MTTA high because the technician is always busy elsewhere, attending to some other machines ?
Is it a work ethics issue – are technicians not serious about going promptly to a machine that has broken down ?
Is the MTTR high because you do not have enough spares in stock ? Is it high because the technicians lack skill , and need to be trained ? Is it because they do not have proper equipment for diagnosis and repair ?
Is the MTBF low because the machine is very old ? Does it make economic sense to replace it with a better machine ?
Is it because poor quality spares are being used, or the repair jobs done are poor because technicians lack skill ?
A maintenance monitoring system can track and report various maintenance efficiency numbers and help you answer these questions. You improve maintenance efficiency this way, and cut costs by reducing machine downtimes.
Preventive maintenance – time based (TBM)
How does a maintenance monitoring system help ?
Catastrophic failure of a part is very expensive to fix, both in terms of money and in terms of machine downtime. E.g., a bearing failure could result in damage to other related parts. Preventive maintenance costs much less to fix, because you can do the part replacement at a time of your convenience, when the machine is going to be idle anyway (like on a weekly off day).
In Time Based preventive maintenance (TBM) we replace a part after the machine has run a certain number of hours. With an Industry 4.0 system, you can schedule preventive maintenance tasks. You can specify the type of the task – Autonomous Maintenance (done by the machine operator) or done by the maintenance department. when a task is due, the operator or maintenance personnel are prompted at the appropriate time through on-screen message, SMS or email.
Preventive maintenance – usage based (UBM)
Since we have no way of measuring the actual number of hours that the machine has run, we just replace the part after a certain number of days. What if there was no load (no orders) for much of this duration, and the machine was actually not running ? We end up replacing the part anyway, even though it has not been used much. This is an unnecessary added cost.
With a machine monitoring system in place, you can convert from time based preventive maintenance to usage based preventive maintenance (UBM).
In UBM, you replace a part based on how much time or how many times it has actually been used, instead of calendar time. E.g., you would replace a part in the chuck or door in a CNC turning center after a certain number of parts are made, while you would replace a part in the power supply after the machine has been on for a certain number of hours. The Industry 4.0 system can track the actual running time of the machine, show reports showing the run time of each critical part since its last replacement, and generate an alert when a part needs to be replaced. You cut costs by using parts for longer durations based on actual usage and not prematurely replacing them based on calendar time. More on Preventive Maintenance here.
Predictive maintenance (PdM)
In preventive maintenance we replace parts before their estimated life is over, and because we want to be on the safe side, a part could have as much as 25 % life left when it is replaced. This means our replacement cost is 25 % more than it should be. This is where predictive maintenance can cut the cost. Predictive maintenance involves something called Condition monitoring. We continuously monitor the condition of the part, by checking key parameters like vibration level, temperature, etc. If the key parameter goes beyond a certain limit, we conclude that the part needs to be replaced. This of course requires analysis of past data and maybe complex decision making logic. The Industry 4.0 system can track the condition of the machine part (or sub-system) through sensors, and generate an alert when the condition of the part goes bad, as indicated by the parameter being tracked.
Leanworx’s maintenance monitoring system supports various maintenance types, and has automatic prompting, SMS and email alerts, and a variety of reports to analyze and improve your maintenance efficiency.
Etc
Cotton candy all over the place
Of late, I’ve been seeing a lot of people selling cotton candy (candy floss) at traffic intersections in Bangalore. I don’t know how much money they make from other vehicles, but from our they make a lot – my family is full of cotton candy addicts. I must be the only person who can’t stand it (even though I have a terrible sweet tooth).

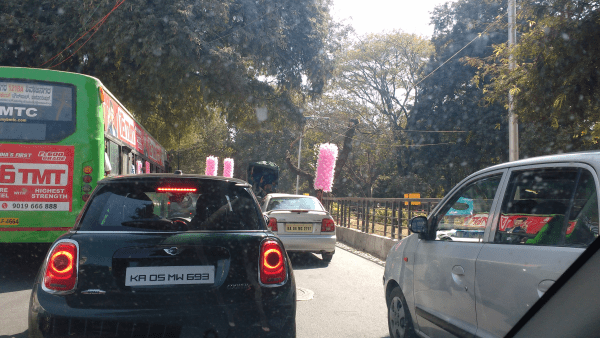
To make cotton candy, sugar is melted until it becomes a liquid. This liquid sugar is then spun in a machine in a central ring. The ring has tiny holes through which the liquid shoots out because of centrifugal force, and then instantly solidifies when it comes in contact with the outside air, forming a sugary cobweb of fine threads. You mix the sugar with favouring and a colouring agent to get various flavours and colours. I’ve only seen pink cotton candy ever. The pink of course comes from some ghastly chemical, not from fresh strawberries.

It has various different names in various countries, but I think my favourite is the name in France, barbe à papa, which means father’s beard. Cotton Candy was invented by a dentist called Dr. William Morrison in the US, in 1897. Great way of increasing business ! With the crazy rush hour traffic in Bangalore and the long lines of vehicles stuck at traffic signals, I’m sure the cotton candy wallahs do roaring business.
Increase your profits automatically. Use Leanworx to get accurate and instant data 24/7.