What is machine data collection? (And Why it is important)
- Aug 13, 2024
Category : Production monitoring systems
- What is machine data collection? (And Why it is important)
Dasarathi G V
Director in Leanworx
Dasarathi has extensive experience in CNC programming, tooling, and managing shop floors. His expertise extends to the architecture, testing, and support of CAD/CAM, DNC, and Industry 4.0 systems.
Try Leanworx for free
What is machine data collection?
In a manufacturing firm, machine data collection is the key to running the firm profitably.
- Machines make the parts that are sold to make money
- We need to maximize the capacity utilization of machines, to make as many parts as possible
- Only good parts can be sold to make money
- So we need to reduce downtime and improve quality
- To improve, we need data that is accurate and in time to take action
Decision makers at all levels, from shop supervisor to CEO, need to know these to be able to manage the shop floor efficiently:
– Production quantity of each machine every hour, shift, day, etc.
– Details of rejections – quality and reasons.
– Planned vs. Actual production rate
– Details of downtime incidences and durations, and analysis of key causes of downtime
– Information on any events that need immediate attention, like machine breakdowns.
Machine data collection software
- This is what a real time machine data collection software does:
Machining data dashboards and reports
You can see current and historical data on these:
- Production quantity, part numbers, work orders
- Downtime incidences, durations and reasons
- OEE, Ap, P, Q
- Rejection quantity, rejection reasons, part dimensions
- Energy consumption
- Usage of consumables – inserts, tools, coolant, lube oil, etc.
- Breakdowns, MTTA, MTBF, MTTR
- Operator efficiency
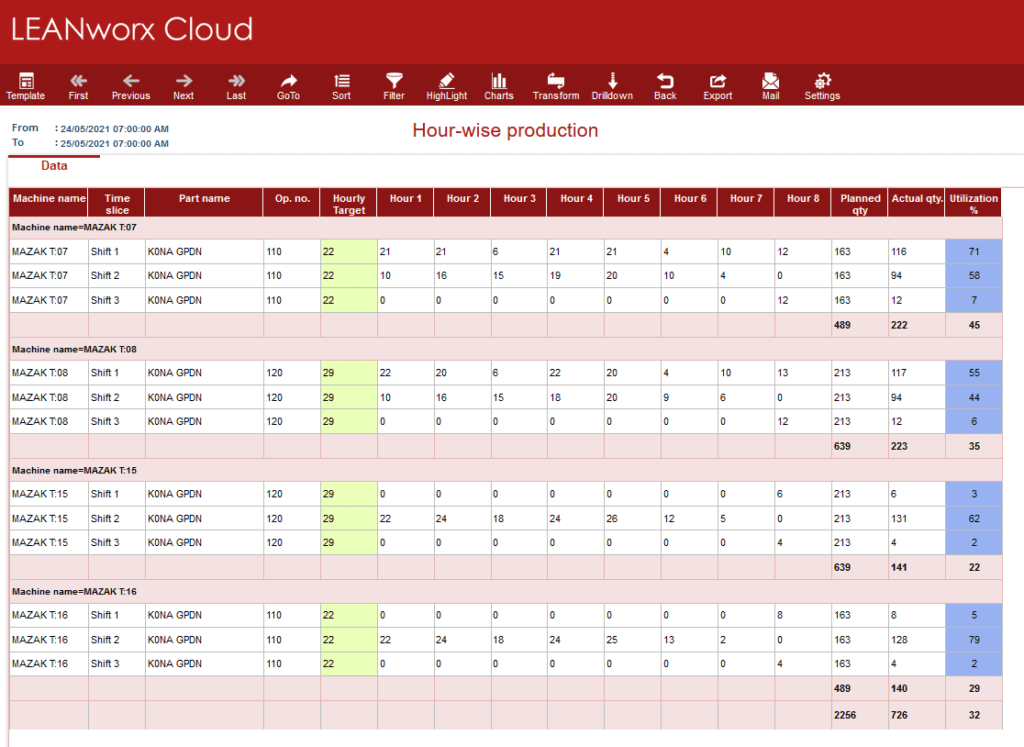
Production quantity
Production quantity is available on live real-time dashboards and Andon boards, or in historical reports. Reports are hourly / shift-wise / day-wise production, details of production cycles, actual vs. planned production, etc.
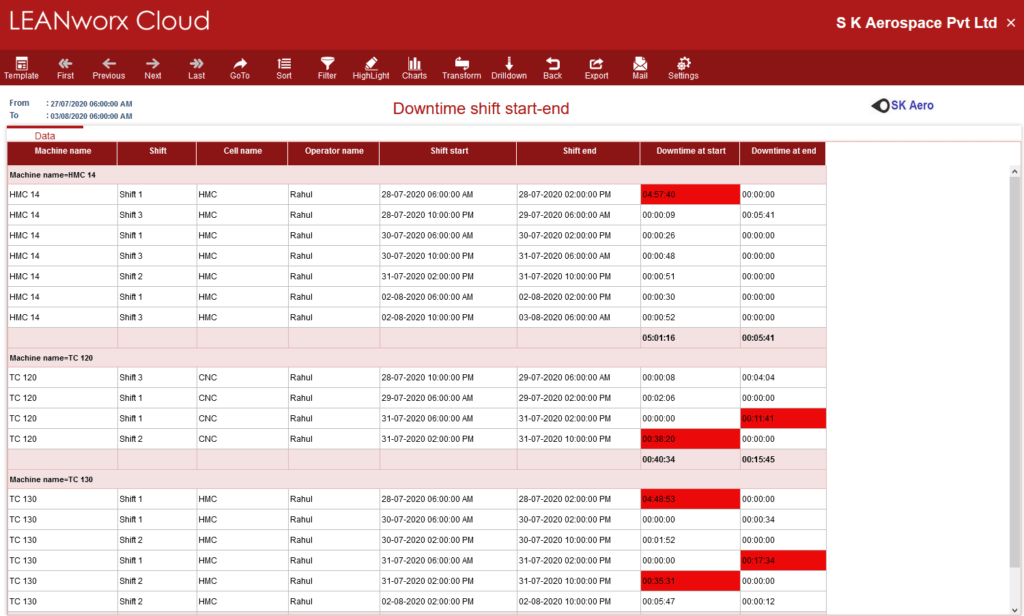
Downtime details and analysis
The machine downtime monitoring feature tracks machine downtimes. Downtimes are reported in real-time dashboards and Andon boards. There are a variety of reports : details of individual downtime incidences, downtime analysis and key reasons for downtime, long term machine downtime trends.
Start using Leanworx for free
We provide a 5-day free demo, with assistance in installation and usage.
OEE monitoring and reporting
OEE, Availability, Performance and Quality are determined based on tracked real time data. These are displayed as:
- Real-time dashboards
- Andon boards on the shop floor or production offices
- Long term trends month wise, quarter-wise etc.
Quality monitoring
The system can track and report part rejections and part dimensions. Rejections and rejections reasons are tracked from signals from inspection gauges or other devices, or from inputs from the operator. These can be seen as reports of rejection instances, rejection reasons, dimension data, rejection trends, and analysis of key rejection reasons.
Energy consumption reporting
Machine-wise and part-wise energy consumption are tracked and reported. You can see consumption hourly, daily, weekly, etc., as also trends of consumption.
Consumables monitoring
Consumables consumption is tracked and reported. You can see reports like these:
- Consumable consumption incidences – name of consumable, date and time of change, quantity, operator name, etc.
- Usage analysis that shows comparison between consumption of various types of consumables, so you can focus on the big consumption items and reduce their usage.
Consumables can be either of these:
Discrete: Cutting tools, inserts, coolant, lube oil, etc.
Continuous flow: Welding wire, welding gasses, electric energy, furnace gasses, etc.
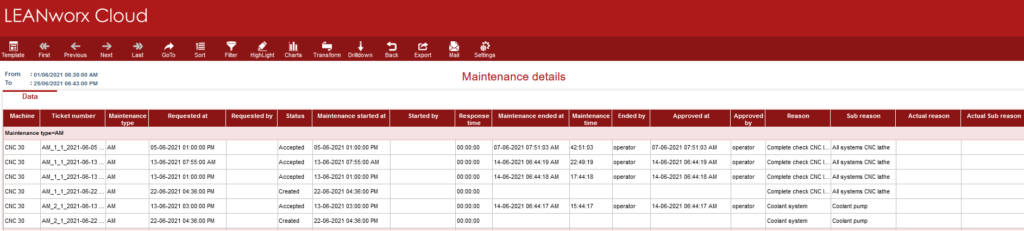
Maintenance downtime and efficiency parameters
Maintenance parameters tracking and reporting can dramatically improve efficiency of the maintenance system, reduce breakdown time and cut maintenance cost.
There are features for alerting, scheduling, tracking, and reporting:
- Ticket creation, opening, closing, acceptance system for Unscheduled or breakdown maintenance
- Scheduling, automatic ticket creation, alerting for time based preventive maintenance
- Usage based preventive maintenance: automatic ticket creation, alerting
- Condition based maintenance: automatic ticket creation, alerting
- Tracking of maintenance KPIs like mean time to attend (MTTA), mean time to repair (MTTR) and mean time between failures (MTBF)
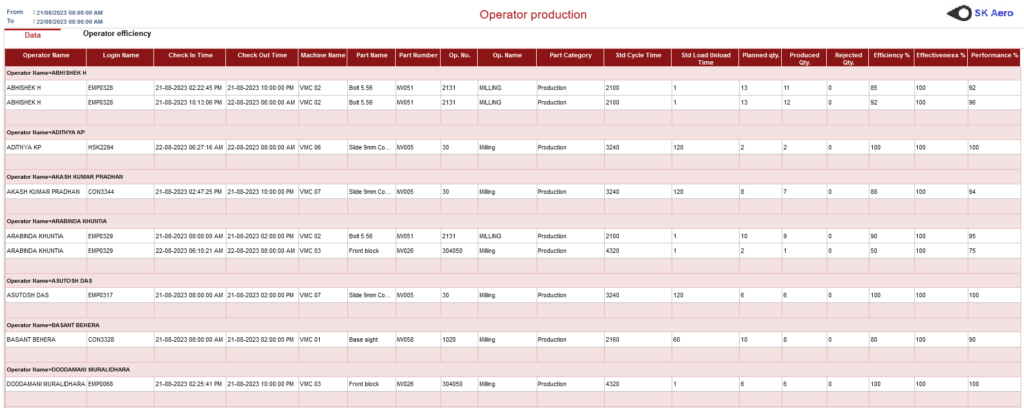
Operator efficiency reports to HR
Performance of individual operators is monitored and reported:
– Operator skill level and machine type comparison to determine the capability of operator to run a machine
– Rejections and rejections reasons
– Consumables consumption
– Downtimes
– Setup time used vs. Standard setup time
The data can be used to:
– Identify skill gaps and structure specific training to individual operators
– Pay incentives or wages based on individual performance
– Reduce operator attrition through incentives
Alerts for immediate action
Decision makers on manufacturing shop floors need to take immediate action on some serious issues. The machine data collection software can give you instant alerts on your mobile phone or email on such issues: machine breakdown, abnormal downtime, production quantity below target, abnormal rejections, operator absent, etc.

Alerts can go to different people in different departments, based on the issue and the action that needs to be taken.
E.g., Production supervisors and managers get an alert on their mobile phone or email when there is a target shortfall in a shift. There can also be an escalation to higher levels of people if problems are not fixed on time.
How to collect data from a CNC machine?
CNC data collection is similar to data collection on other machines, but there is typically more data that needs to be tracked.
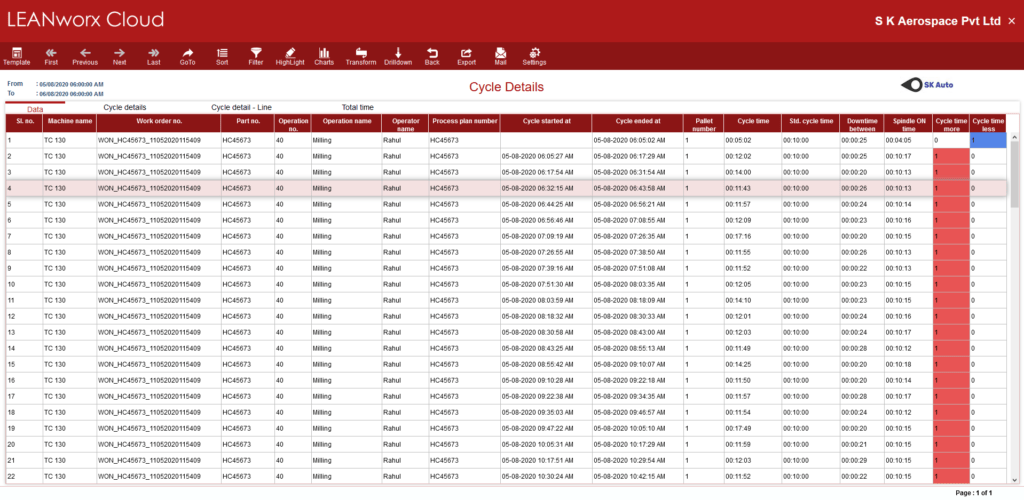
Part cycle time
The machine data collection system records the start and end time of each cycle, calculates the cycle time and part unload-load time, and shows comparisons between the actual and standard cycle time for each cycle.
Spindle utilization %
The system tracks and reports the time that the spindle is running and idle, and reports the spindle utilization percentage.
Pallet number on VMCs and HMCs
The system tracks and reports the pallet on which each cycle is done, and displays pallet-wise production. Multiple pallets can have the same part or different parts running.
Feed rate override (FRO)
Setting the FRO to less than 100 % results in a cycle time higher than the standard cycle time, and setting it to higher than 100% results in a lower cycle time. Both these can also result in poor part quality and tool life.
They reduce the surface finish, which may not be an issue in roughing operations but affects quality in finishing operations. It reduces the tool life. It also affects chip breaking, because insert chip breakers are designed to operate between specific feed rate ranges.
There could be multiple reasons why the FRO is set to a value other than 100%.
- The operator reduces the feed rate for the trial part, and forgets to set it to 100 % for the regular production.
- The operator reduces the feed rate for a part or a batch because of high vibrations due to raw material inconsistency, then forgets to set it back.
- The operator deliberately sets it more than 100% to speed up production to make up for downtimes.
The data collection software generates alerts when the cycle time is different from the standard cycle time. It also shows you the cycle time of every cycle in a cycle time details report, so you can identify cycles and periods when FRO is not set to 100 %.
The software will also show shift-wise reports of late start and early stoppage in shifts, and downtimes that have no reason. You can use these reports to correct operators’ work ethics issues.
These benefits of a machine data collection system translate to a variety of benefits, all of which increase the OEE and profits :
- Increase profits: Investment in machines is the same, but production goes up, resulting in higher ROI from machines and increase in profits.
- Increase parts production without increase in capital expenditure: When capacity increase is required, you can avoid buying new machines. Instead of adding CapEx to buy more machines, you can enhance capacity by improving the utilization of the existing machines, at a fraction of the cost of new machines.
- For the same production quantity, reduce the number of machines required: If orders are fixed and there is no necessity to increase production quantity, you can reduce the number of machines by selling them off or shifting them to another plant.
This results in fewer operators required, less floor space, less power consumption, less consumables and indirect expenses.
- Stop running in the night shift: It is common to see machines idling for up to half the night shift in a lot of shop floors.
E.g, in a shop running 3 shifts of 8 hours each, this means the machines are running only 2.5 shifts. The low night shift productivity alone accounts for a loss of capacity utilization of 18% (4 hrs / 22 hrs).
If you can increase production in the first and second shifts by a mere 15%, you can eliminate the night shift. This leads to a massive cost reduction – fewer operators, less power consumption for machines and lighting, less canteen facilities, etc.
Keep Learning


Increase your profits automatically. Use Leanworx to get accurate and instant data 24/7.