How CNC machine monitoring system improves profits rapidly
- Mar 19, 2024
Category : Machine Monitoring system
Dasarathi G V
Director in Leanworx
Dasarathi has extensive experience in CNC programming, tooling, and managing shop floors. His expertise extends to the architecture, testing, and support of CAD/CAM, DNC, and Industry 4.0 systems.
- Downtime at shift change.
- Feed rate override misuse.
- These are two common work ethics issues.
- Here’s how you can fix these in just 2 weeks, with a CNC machine monitoring system.
1. Fix downtime at shift change - fix with CNC monitoring system
The CNC monitoring system can detect and report downtimes at the start and end of the shift. These are caused by the operator arriving late at the CNC machine at the start of the shift, or leaving the machine early at the end of the shift.
Here is an example, a real report from an actual shop floor. This screen shot from Leanworx Cloud shows the downtimes at the start and end of the 1st and 2nd shifts, over a week. This is from a machine that runs 2 shifts, with supervisors present only during the general shift from 9 AM to 5 PM.
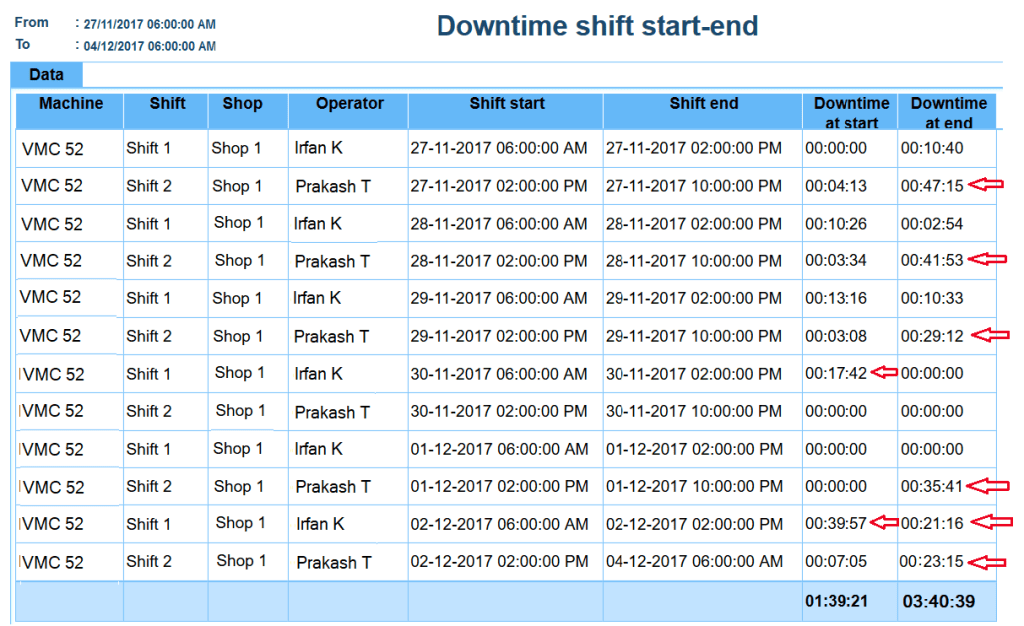
On Day 1, in the second shift (row 2 in the table), the number in the ‘Downtime at end’ column shows that the operator left 47 minutes earlier than the shift end (which is 10 PM).
On day 2 he left 41 minutes earlier than he should have.
The numbers highlighted by arrows show the bigger downtimes.
You’ll notice that in the 1st shift the operator started the machine quite late on a couple of days, and the 2nd shift operator stopped the machine early almost every day.
The total at the bottom shows that starting late and stopping early accounted for almost 5.5 hours over the week, about 4% of the total available time. The machine in this report is a CNC VMC that costs Rs. 900 per hour, meaning the cost of this downtime was Rs. 5000 in one week. You can easily fix this with a CNC production monitoring system. Just display everybody’s data to everybody else, on a common large screen monitor. There’s no need to talk to any operators, point out the issue, or do anything else.
2. Fix feed rate override manipulation - fix with CNC production monitoring system
Feed rate override misuse is a common problem on CNC turning centers and machining centers. The operator runs the machine at a feed rate override greater than 100 % to produce parts at a faster rate than has been designed or planned. This results in high tool wear and poor surface finish on the part.

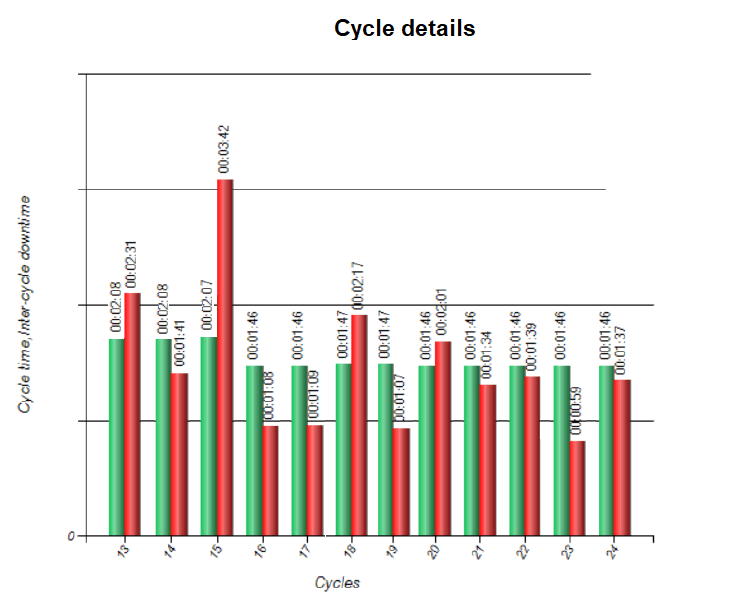
Here are a couple of examples of misuse of feed rate override. 1. In the first half of the night shift, the operator runs cycles at a feedrate override of 150 % to increase production. He then sleeps in the second half of the shift. 2. In all the shifts operators run at a feed rate override of 150 %. In the night shift the operator sleeps right through the shift, but the shortfall in production has been taken care of by overproducing in the first and second shifts. This misuse is easily detected with a production monitoring system. For example, see this report from Leanworx Industry 4.0. The green bars are cycles, and the red ones are the downtimes for part unloading and loading, between cycles. After the first 3 cycles, the cycle time has dropped from 2 minutes 8 seconds to 1 minute 46 seconds. This shows that the feed rate override has increased by 20 %.
To fix this issue, there is only one thing you need to do. Install the CNC production monitoring system and make this data visible to all the operators. Everybody’s data is visible to everybody else. There is no need to talk to anyone or make a big noise about it. The problem will go away on its own, when the operators doing this realize that their poor work ethic is visible to everybody else.
Etc
The pesticide-loving pest in my park
On days that I don’t cycle to work I take the public transport, and end up not getting any exercise. My exercise on such days is a walk in a park about a km from home – not as good as my 25 km cycle commute to work, but better than nothing. It’s not a popular park because it is small (a circuit around the walking track is just 250 m, so you’ve got to walk 4 rounds for a km), and it has more brownery than greenery.


I however prefer it to a couple of other parks near my home because it is not popular. The other parks have pedestrian traffic jams, and you’ve got to dodge around people. Even worse, every few meters you meet someone you know from the locality, and have to stop and talk to them for a few minutes. There’s just a handful of people who walk in this unpopular park, so it’s very popular with birds – mynahs, coucals, parakeets, babblers, hoopoes, crows, sunbirds.


The park has one very big pest, who’s the gardener. This guy is convinced that the garden exists because of him, but I think it’s in spite of him. Although there are no pests other than him, from time to time he gets into the mood of spraying pesticide over all the foliage. This of course leaves a residual smell for a few days and ruins my walks – I keep thinking I’m breathing in instant death with every breath I take.

A conference of mynahs in progress

This morning I saw a group of mynahs having a noisy conference on the ground, with a couple of babblers adding their unsolicited and unwelcome advice. I wonder what the collective noun for a group of mynahs is (like a pride of lions or a herd of cattle) ? If there is no word as yet, maybe it should be a conference of mynahs ? Some collective nouns for animals are really weird: like a murder of crows, a lamentation of swans, or a bastard of cats. So if a cat says “Hi, you bastards” to a bunch of other cats he’s just saying “Hi, you guys” and is not going to be instantly butchered by the bastards . (You can’t imagine how good it feels to be able to use the word bastard repeatedly, legitimately, and not be accused of using unparliamentary language in a technical blog).
Here’s the whole list of collective nouns for animals.
Increase your profits automatically. Use Leanworx to get accurate and instant data 24/7.